In this article, we explore what it means to design a high-performance logistics system and why the warehouse—all too often underestimated—can become one of the key competitive advantages for a manufacturing or distribution company. Starting with a concrete fact (70–80% of the time spent in the warehouse does not create value), we analyze the principles of Logistics Excellence applied by Bonfiglioli Consulting in real-world projects: from layout and flow design to picking management, and on to the introduction of the pull model and a structured system of KPIs and daily management. Three case studies—in the automotive sector, industrial vehicle components, and the beverage industry—demonstrate measurable results: non-conformities reduced by 93%, congestion-free flows, and FIFO management ensured by the layout. In closing, an FAQ section answers the most frequently asked questions about Logistics Excellence.
Logistics Excellence is now one of the main drivers of competitiveness for manufacturing and distribution companies. Properly designing the warehouse, optimizing picking flows, and introducing a system of operational KPIs makes it possible to reduce lead times, eliminate non-conformities, and increase operator safety. In this guide, Bonfiglioli Consulting illustrates the method applied in real-world projects, with measurable results.
70–80% of the time spent in the warehouse each day does not create value for the customer. Operators walking kilometers to find misplaced materials, incorrect picking, incoming goods without a defined destination, lines in the aisles, and accidents that repeatedly occur in the same areas. If you recognize even one of these scenarios, your warehouse is not a competitive strength—it’s an area for improvement.
At Bonfiglioli Consulting, we work every day with manufacturing companies to transform chaotic logistics spaces into high-performance systems. Not with improvised solutions or expensive technologies applied haphazardly, but with a structured approach based on the principles of Lean World Class® and over 50 years of direct hands-on experience.
Before designing a layout, you need to answer a strategic question: What is the purpose of this warehouse, today and over the next 3–5 years?
Competitive pressures demand ever-higher service levels: a broader product range, more frequent and smaller orders, shorter response times, and increasing customization of deliveries. All of this, ideally, while reducing costs year after year. In this context, an excellent warehouse must synergistically combine five key dimensions:
None of these aspects can be sacrificed to optimize another. The excellent warehouse pursues them all together, with a coherent plan that starts with strategic choices—the level of service to be provided, the warehouse’s role in the distribution network, and potential outsourcing—and only then delves into operational details.
One of the most common mistakes we see in companies is trying to design the new layout before fully understanding the current one. It’s like designing a house without first measuring the lot.
The correct starting point is always the AS-IS analysis: a real, documented snapshot of the current state, conducted on-site using actual data rather than perceptions.
In a real-world project conducted by Bonfiglioli Consulting for a manufacturing company in the composite panels sector, the AS-IS analysis revealed that physically adjacent but logistically fragmented warehouses resulted in constant movement of bulky materials, leading to significant time waste and a real risk of product damage. Redesigning the material flows opened up the real possibility of decommissioning a 600-square-meter leased warehouse—transforming a fixed cost into a structural savings.
Based on thousands of projects carried out across various sectors, Bonfiglioli Consulting has established a set of guiding principles for layout design. These field-proven operational rules guide every design decision:
A warehouse is not just steel, shelves, and space. It is a system composed of three components that must integrate in a balanced way. When one of the three dominates the others in an unbalanced way, the system does not function.
At the heart of the system is the organization of processes—the rules by which materials, information, and people move within the space. Without clear, standardized processes, no technology can deliver the expected results.
The primary tool for analyzing and redesigning processes is Value Stream Mapping (VSM): a visual representation of the entire value stream, from supplier input to customer delivery, highlighting inventory, wait times, and non-value-added activities. In a typical project, VSM can reduce internal lead time by as much as 50% simply by eliminating process waste, without any investment in automation.
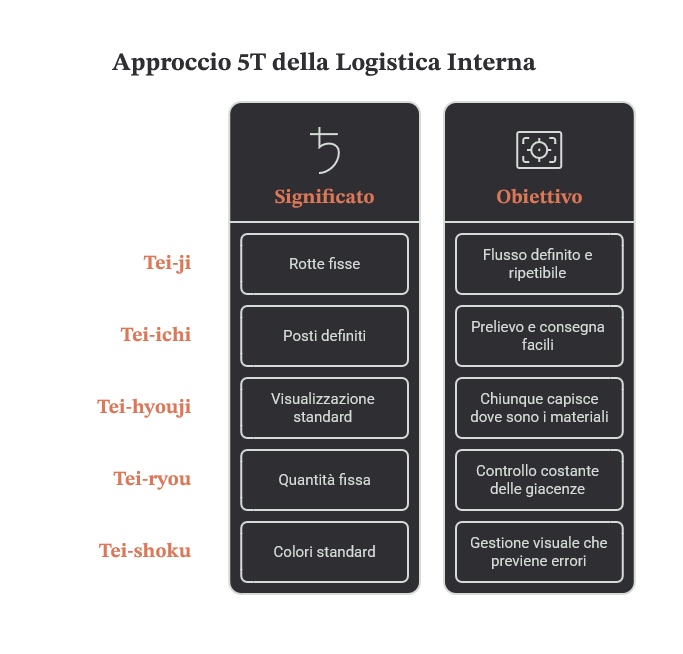
To manage the material flow in a Lean manner, we recommend applying the 5T approach to internal logistics:
Technology amplifies the results of an already well-designed process. Applying it to a chaotic process, however, merely automates the chaos.
At Bonfiglioli Consulting, we work with the client to evaluate the technologies best suited to the specific context, without any preconceived preferences for either expensive or minimal solutions. The main technological levers available today include:
Operational Technologies
Physical Automation and Intralogistics
The most advanced frontier lies in automated intralogistics: AGVs (automated guided vehicles), high-density vertical warehouses, and robotic picking and storage systems. World-class examples demonstrate just how far this evolution can go—with thousands of laser-guided automated vehicles and dozens of high-density warehouses installed in hundreds of smart factories around the world. These are not solutions reserved for the few: they are increasingly accessible technologies, whose cost-effectiveness must be evaluated on a case-by-case basis through a rigorous cost-benefit analysis that considers CAPEX, OPEX, flexibility, and payback periods.
Technology and processes are less effective if human resources are not adequately involved, trained, and motivated. A lean warehouse is not a top-down revolution: it is an evolution built from the bottom up, involving every operator as an active participant in the improvement process.
This means:
At Bonfiglioli Consulting, this principle forms the foundation of the Lean World Class® Change Management (LWC) model, which guides every logistics transformation across three levels: engaging people, designing solutions, and transferring know-how to ensure they are self-sustaining and sustainable over time.
One of the most powerful tools for internal logistics is the PFEP—Plan For Every Part.
The PFEP is a structured database that collects, for every single item managed, all relevant logistics and production information: master data, package dimensions, consumption frequency, storage methods, point of use on the production line, material call logic (Kanban, synchronized, empty-for-full), quantity per container, days of coverage, and shelving type.
It is not a bureaucratic exercise. It is the database upon which all sizing decisions are based: from shelving to supermarket areas, from the replenishment cycle to the choice of material-handling equipment. Without PFEP, warehouses are designed based on impressions. With PFEP, warehouses are designed based on data.
There is a widespread belief that optimizing flow and ensuring safety are conflicting goals—as if speed required sacrificing caution. This is false. And companies that believe it pay the price in terms of accidents, production downtime, and insurance costs.
At Bonfiglioli Consulting, safety and workflow efficiency are designed together, starting with the very first layout draft. It’s not about adding signage after the fact—it’s about designing spaces where risk is structurally minimized.
When designing a new warehouse for one of our clients, interviews with stakeholders revealed that operator safety was the criterion with the highest priority rating—higher than production efficiency and space optimization. A safe warehouse is also a more productive warehouse, because it eliminates downtime, slowdowns, and the stress caused by accidents.
A company with five adjacent but logistically disconnected production facilities was losing hours every day due to unnecessary handling of bulky semi-finished products. The AS-IS analysis conducted by our experts revealed that approximately 40% of assembly time was spent on non-value-added activities. The TO BE project redesigned the physical flows, eliminated unnecessary decoupling areas, and freed up 600 square meters of space—eliminating a rent payment and significantly reducing indirect hours.
The manufacturer of industrial vehicle components had a non-conformance rate that required 100% of production to be reworked before shipment. Picking could not be completed without missing items, and 37% of the machining cycles were urgent tasks that disrupted the planned flow. Bonfiglioli Consulting introduced a pull model synchronized with the customer’s rhythm, 100% traceability of components, appropriately sized buffers, and daily flash meetings on picking. Within a few months, enhanced quality controls reduced nonconformities by 93%.
For a company in the beverage sector, with over 1,400 pallet spaces to manage in a new climate-controlled logistics hub, Bonfiglioli Consulting developed and compared two alternative layout scenarios—traditional racking versus racking with direct overlap areas—evaluating the following for each: pallet capacity, FTE handling, selectivity index, flow linearity, and infrastructure costs. The chosen solution ensured routes free of congestion points, optimal operational safety, and FIFO management of SKUs structurally supported by the layout itself.
A logistics transformation without a measurement system is a half-wasted opportunity. Implementing the Logistics Excellence approach involves creating a KPI dashboard that allows for real-time performance monitoring and prompt responses to anomalies.
The key indicators to monitor in an excellent logistics system:
Operational governance is achieved through daily stand-up meetings on the shop floor—15 minutes a day to discuss anomalies, assign clear responsibilities, and monitor the progress of open actions. Simple, visual, effective. It’s the difference between a company that reacts to problems and one that prevents them.
Logistics Excellence is a methodological approach to the continuous improvement of logistics operations, based on three pillars: physical space design (layout and flows), process control (standardization, traceability, accurate picking), and operational governance (KPIs, daily management, flash meetings). For manufacturing and distribution companies, it is now one of the main drivers of competitiveness: a well-designed warehouse reduces lead times, eliminates non-conformities, and increases operator safety.
An efficient warehouse is designed by analyzing actual material flows, simulating alternative layout scenarios, and sizing buffers based on the customer’s actual demand rhythm (pull logic). The result is a linear flow without bottlenecks, with routes free of congestion points and FIFO management structurally guaranteed by the layout itself. Key elements to evaluate include: pallet capacity, handling FTEs, selectivity index, and infrastructure costs.
The fundamental KPIs for an excellent logistics system are: OTD (On-Time Delivery), inventory accuracy, picking productivity (lines processed per hour/operator), accident and near-miss rates, WIP and buffer levels, internal lead time, and flow index. The latter is particularly significant: in an optimal process, it tends toward 1, meaning the actual cycle time matches the total lead time.
The Pull model synchronizes production and material handling with the actual pace of customer demand, eliminating overproduction, backlogs, and unplanned rushes. In a real-world project managed by Bonfiglioli Consulting in the automotive sector, the introduction of the Pull model—combined with 100% traceability of components and properly sized buffers—reduced nonconformities by 93% in just a few months, eliminating the need to rework 100% of production before shipment.
The results are consolidated through a system of daily operational governance: daily flash meetings on the shop floor (15 minutes a day), KPI dashboards monitored in real time, standardized processes, and staff who are trained and engaged in continuous improvement. Logistics Excellence is not a one-time project, but a living system that evolves with the organization.
True Logistics Excellence is not achieved through a layout review conducted once every ten years, nor through extraordinary technologies applied haphazardly. It is built every day through a dynamic system of continuous improvement: trained and engaged people, standardized processes, monitored KPIs, and anomalies resolved with discipline.
If you’re considering redesigning your warehouse or simply want to understand where inefficiencies lie, the first step is always an on-site analysis.
 ai translated
ai translated